|
Ceramic, Palletisers, glazing, Marble industry |
|
 |
Aluminium, Wood, Food industry |
|

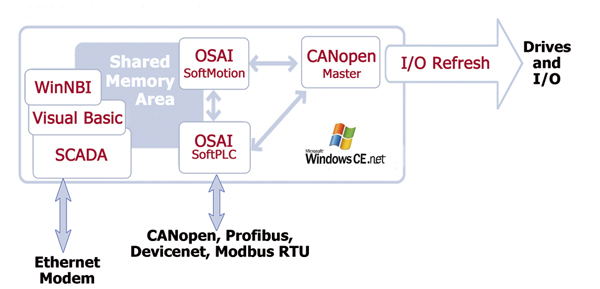
>> Automation Systems Software structure |
The SyncMotion control unit includes Runtime software able to simultaneously implement the PLC and Motion Control functionality. This solution gives high flexibility and a user friendly approach.
The three main software components in SyncMotion are: |
Soft-PLC Module
The heart of the system is a Soft-PLC runtime module that includes a scheduler and an applicative logic interpreter. The Soft-PLC runtime module is designed to manage complex operations with very short reaction time.
The Soft-PLC interfaces the Visualisation module, the Soft-Motion module and accesses the I/O through the CANopen interface board, sharing variables in a memory accessible by software
modules.
» The characteristics
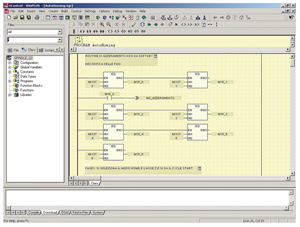
>>>> Soft-PLC development tool |
The Soft-PLC and Soft-Motion development tool is a user friendly graphic environment that allows high level programming, multitasking and is fully compatible with the IEC 61131-3 standard.
|

|
| |
The programmer can choose between five different programming languages to suit their specific needs or preference: Instruction List, Ladder Diagram, Function Block, Structured Text or Sequential function Chart.
The system supports local variables (unlimited), non retentive global variables (up to 1 Mbyte) and retentive global variables (up to 128Kbytes).
The possible variable types are BOOL, BYTE, WORD, DWORD, INT, DINT, REAL, LREAL, TIME, STRING, STRUCT, ARRAY, ARRAY STRUCT.
The standard library IEC 61131-3 includes arithmetic, logarithm and trigonometric functions, format conversion, string manipulation, flip-flop, timer, trigger and counters.
Non standard functions are supported like file management, serial port handling and task synchronisation
The library is completed by a motion Control Library, compliant with the PLCopen specification, to perform interpolated and synchronised axes motions.
A symbolic debugger allows step by step execution, breakpoint and run-time variable visualisation. Application download and debug is based over a standard Ethernet TCP/IP communication between the Control Unit and the PC used for development.
The program execution is pre-emptive multitasking, with a minimum scheduling time of 2mSec.
There are no limits on number of tasks and each task can be executed selecting one of the 10 priority levels.
Data coming from remote devices connected via fieldbus are updated selecting one of the two following methods:
- Slow time:
10mSec for all configured data
- Fast time:
A minimum of 2mSec to update a maximum of 128 bytes.
|
|
|
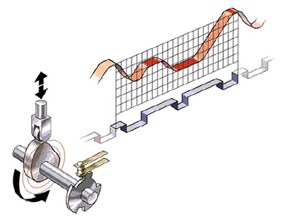
Soft-Motion Module
This module executes movement commands scheduled by the Soft-PLC. It is a real time task able to move the configured axes of the machine according to interpolations for point to point or continuous movement, master-slave, electronic cam or axes virtualisation. The Soft-Motion module calculates the axes path and, at fixed time intervals, generates a set point for the axes that is transmitted to drives using a realtime telegram (PDO) via a CANopen board.
The interface library between Soft-PLC and Soft-Motion is compliant with PLCopen specifications, dedicated to Motion Control applications according to standard IEC 61131-3.
» The characteristics
>>>> Soft-Motion module |
Soft-Motion module allows the control of up to 16 axes with the CANopen digital interface and up to 4 axes with +/- 10V analogue interface Control units. The axis parameters are configured using values entered into a configuration file. The axes are always managed as interpolated axes. Linear interpolation can combine up to 4 axes while circular interpolation is done with 2 axes. It is possible to dynamically reconfigure the groups of interpolated axes.
|
|
| |
The main Soft-Motion functions are:
· Homing, Jog, Positioning, software limits
· Continuous interpolation with a maximum of 16 pre-calculated
block (up to 16)
· Possibility to execute a profile stored in an ASCII formatted file
· Non linear accelerations ("S" curves)
· Master-Slave, Electronic cam
· Different types of axes compensation:
- rotary axis tangent to the profile
- linear axes slave of a rotary axis (to keep a constant position
while rotating)
· Open loop functionality for non accurate positioning depending
on time or linear space
Drive management depends on the Control Unit type:
- in the case of CANopen digital interface, the drive is always in interpolation mode, the position loop is closed in the drive and, at fixed time intervals (from 2 to 10 mSec) the control sends both position and velocity data to each drive via CANopen PDO telegrams
- in the case of +/- 10V analogue interface, the position loop is closed by the control and, at fixed time intervals (from 5 to 10 mSec) the control will read the transducer axis positions and send a corresponding velocity command to the drive.
|
|
|
| |
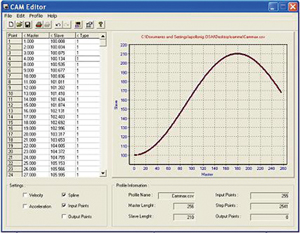
Electronic cam is a sophistication software module that allows up to 8 cam profiles to be defined where a slave axis position is dependant upon a master axis position. Every cam can have a maximum of 256 points, intermediate positions are calculated via linear interpolation to the master axis position. The slave axis can move in position or velocity mode.
The master axes (up to 8) can be:
· physical (repetitive positions) with the possibility to set/reset
digital output in predefined positions
(POSITION EVENT GENERATOR)
· created upon part detection by a sensor. A maximum of
8 sensors can be handled simultaneously. A master axis
is created for each part detected by a sensor and is
deleted when the part has reached the final position
· virtual (calculation)
The module includes a cam editor that allows the generation of points describing the profile using polynomial interpolation, importing data from a file or directly on the screen. For each servo sample it is possible to visualise both velocity and acceleration as a diagram related to the position profile. |
|
|
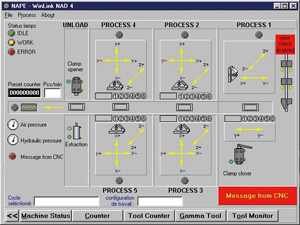
Visualisation Module
This module is done by tasks that interface the machine operator with the system. There are three tools available to provide an operator interface:
- WinNBI, software by OSAI which provides an easy way to implement simple HMI via predefined graphic objects or imported bitmaps. These objects interact with the PLC variables to allow an HMI to be constructed.
- Visual Basic for Windows CE.NET can also be used to develop HMI applications.
- SCADA software for sophisticated supervision applications
Note: WinNBI and SCADA are an alternative and both can be integrated by programs written in Visual Basic.
» The characteristics
>>>> Operator interface
|
|
|
| |
¨ WinNBI
This is an OSAI software package that allows screens to be created in a quick and efficient way. It is particularly useful for applications where there is a lot of a numeric data to be displayed as the WinNBI can directly access the PLC memory, 72kbytes of non retentive variables and 64kbytes of retentive variables. The main characteristics are:
- possibility to import user defined bitmap
- use of pre-defined graphic objects included in a specific library
- multi-lingual text, menu and graphic objects
(i.e. text over pushbuttons) management
- use of Unicode mode
(for special languages like Chinese, Arab and Cyrillic)
- Possibility to activate Visual Basic software through pushbuttons.
¨ Remote WinNBI
This is the distributed version of WinNBI running on a remote PC connected through Ethernet TCP/IP to the Control Unit. It will run under Windows XP or XP Embedded and offers similar features to the standard WinNBI.
¨ Visual Studio.Net
This is the Microsoft Suite used to develop applications for the Windows CE.Net operating system. The suite includes Visual Basic and Visual C++. By using these it is possible to create applications such as editors dedicated to wood or marble cutting, metal forming etc. The application can easily interface to the PLC variables through a DLL supplied by OSAI.
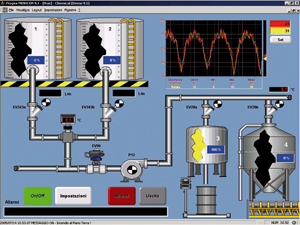
¨ SCADA
When the application requires typical SCADA functions (Sophisticated graphics, animation, alarm management, historical logs and data loggers) SCADA software is available which is easy to use and extremely powerful. It is also ideal for visualisation, control and supervision of the automation application. There is a specific driver to give the SCADA software access to PLC shared variables.
>>>> Application development
To make the application development easier, a sample project is supplied, to be used as a starting point to develop your own project. It is composed of 4 system tasks written in Structured Text and 1 user task written in Ladder Diagram. This application is configured to control:
· 3 axes using CANopen interface, controlled in position mode
· Manual movements, axes homing, emergency management
· Automatic cycle with execution of profiles described in ASCII
formatted files (Pseudo-ISO files)
· video screen developed with WinNBI to visualise axes position
and to control homing, manual movements, Pseudo-ISO file
selection and execution with the automatic cycle.
|
|
|
|
|